Все документы,
представленные в каталоге, не являются их официальным изданием и предназначены
исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких
ограничений.
Вы можете размещать информацию с этого сайта на любом другом сайте
без каких-либо ограничений.
ГОСТ 588-81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЦЕПИ ТЯГОВЫЕ ПЛАСТИНЧАТЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Технические условия Pulling block chains. Specifications |
ГОСТ Взамен ГОСТ 588-74 |
Постановлением Государственного комитета СССР по стандартам от 15.01.81 № 5 дата введения установлена
Ограничение срока действия снято Постановлением Госстандарта от 03.02.92 № 100
Настоящий стандарт распространяется на тяговые пластинчатые втулочные, роликовые и катковые цепи, применяемые в подъемно-транспортных машинах и других механизмах.
Стандарт полностью соответствует СТ СЭВ 1011-78.
В стандарте учтены требования международных стандартов ИСО 1977-1 (разд. 1) и ИСО 1977-3 (разд. 2).
1. ТИПЫ, ИСПОЛНЕНИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ ЦЕПЕЙ
1.1. Стандарт устанавливает следующие типы тяговых пластинчатых цепей:
1 - втулочные;
2 - роликовые;
3 - катковые с гладкими катками с подшипниками скольжения;
4 - катковые с ребордами на катках с подшипниками скольжения.
1.2. По конструкции цепи каждого типа должны изготавливаться исполнений:
1 - неразборная цепь со сплошными валиками (индекс М);
2 - разборная цепь со сплошными валиками (индекс М);
3 - неразборная цепь с полыми валиками (индекс МС).
1.3. Для соединения отрезков неразборной цепи исполнений 1 и 3 должны применяться соединительные звенья в виде наружных звеньев с одной съемной пластиной.
1.4. Допускается в звеньях разборных цепей неразборное соединение валиков с одной пластиной (например, расклепкой).
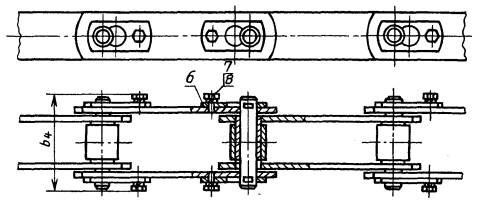
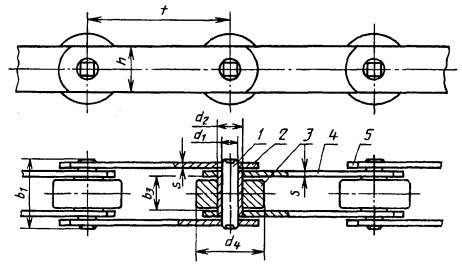
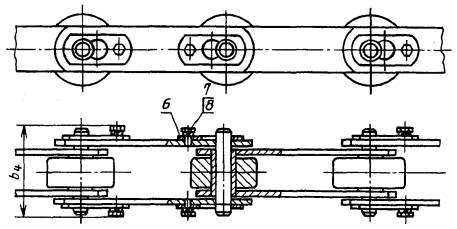
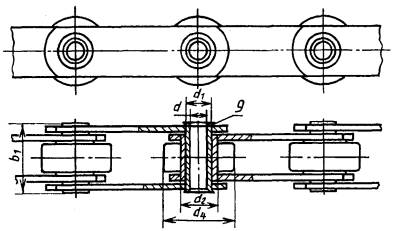
1.5. Основные параметры и размеры цепей должны соответствовать черт. 1 - 4 и табл. 1.
Примечание. Черт. 1 - 4 не определяют конструкцию цепей.
Тип 1
Исполнение 1
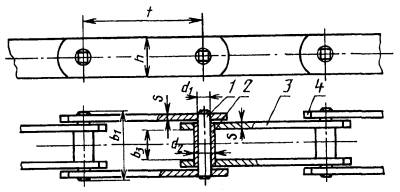
Исполнение 2
Исполнение 3
1 - валик; 2 - втулка; 3 - внутренняя пластина; 4 - наружная пластина; 5 - ригель; 6 - болт; 7 - шайба; 8 - полый валик
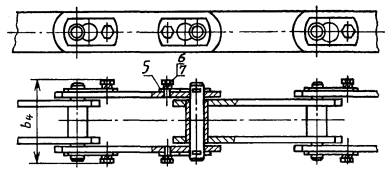
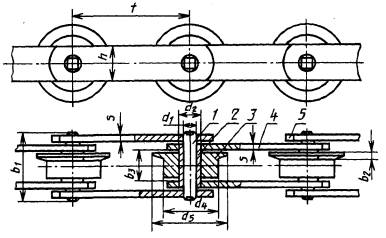
Тип 2
Исполнение 1
Исполнение 2
Исполнение 3
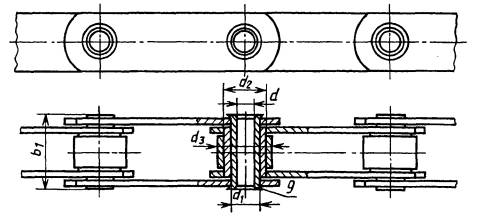
1 - валик; 2 - втулка; 3 - ролик; 4 - внутренняя пластина; 5 - наружная пластина; 6 - ригель; 7 - болт; 8 - шайба; 9 - полый валик
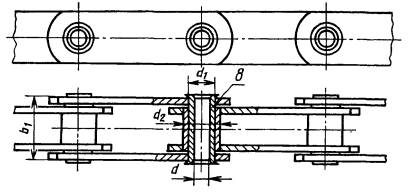
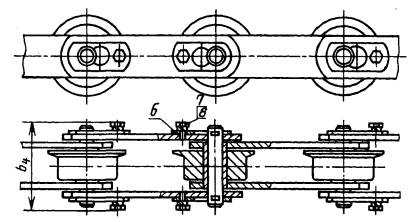
Тип 3
Исполнение 1
Исполнение 2
Исполнение 3
1 - валик; 2 - втулка; 3 - каток; 4 - внутренняя пластина; 5 - наружная пластина; 6 - ригель; 7 - болт; 8 - шайба; 9 - полый валик
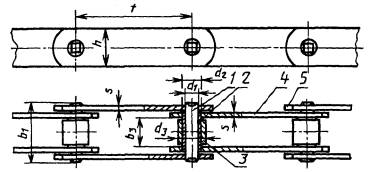
Тип 4
Исполнение 1
Исполнение 2
Исполнение 3
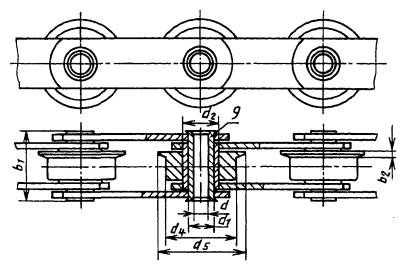
1 - валик; 2 - втулка; 3 - каток с ребордой; 4 - внутренняя пластина; 5 - наружная пластина; 6 - ригель; 7 - болт; 8 - шайба; 9 - полый валик
Таблица 1
Размеры, мм
|
Разрушающая нагрузка, кН (кгс), не менее |
Шаг цепи, t* |
b1, не более |
b2, не более |
b3, не менее |
b4, не более |
d |
d1 |
d2 |
d3 |
d4 |
d5 |
h, не более |
s |
|
|
М20 |
20 (2000) |
40** - 160 |
35 |
3,5 |
15 |
49 |
- |
6,0 |
9,0 |
12,5 |
25 |
35 |
18 |
2,5 |
|
М28 |
28 (2800) |
57** - 200 |
40 |
4,0 |
17 |
56 |
- |
7,0 |
10,0 |
15,0 |
30 |
40 |
20 |
3,0 |
|
М40 |
40 (4000) |
63 - 250 |
45 |
4,5 |
19 |
63 |
- |
8,5 |
12,5 |
18,0 |
36 |
45 |
25 |
3,5 |
|
М56 |
56 (5600) |
63** - 250 |
52 |
5,0 |
23 |
72 |
- |
10,0 |
15,0 |
21,0 |
42 |
55 |
30 |
4,0 |
|
М80 |
80 (8000) |
80 - 315 |
62 |
6,0 |
27 |
86 |
- |
12,0 |
18,0 |
25,0 |
50 |
65 |
35 |
5,0 |
|
М112 |
112 (11200) |
80** - 400 |
73 |
7,0 |
31 |
101 |
- |
15,0 |
21,0 |
30,0 |
60 |
75 |
40 |
6,0 |
|
М160 |
160 (16000) |
100** - 500 |
85 |
8,5 |
36 |
117 |
- |
18,0 |
25,0 |
36,0 |
70 |
90 |
45 |
7,0 |
|
М224 |
224 (22400) |
125** - 630 |
98 |
10,0 |
42 |
134 |
- |
21,0 |
30,0 |
42,0 |
85 |
105 |
56 |
8,0 |
|
М315 |
315 (31500) |
160** - 630 |
112 |
12,0 |
47 |
154 |
- |
25,0 |
36,0 |
50,0 |
100 |
125 |
60 |
10,0 |
|
М450 |
45 (45000) |
200 - 800 |
135 |
14,0 |
55 |
185 |
- |
30,0 |
42,0 |
60,0 |
120 |
150 |
70 |
12,0 |
|
М630 |
630 (63000) |
250 - 1000 |
154 |
16,0 |
65 |
214 |
- |
36,0 |
50,0 |
70,0 |
140 |
175 |
85 |
14,0 |
|
М900 |
900 (90000) |
250** - 1000 |
180 |
18,0 |
76 |
254 |
- |
44,0 |
60,0 |
85,0 |
170 |
210 |
105 |
16,0 |
|
M1250 |
1250 (125000) |
315** - 1000 |
230 |
22,0 |
90 |
310 |
- |
50,0 |
71,0 |
100,0 |
200 |
250 |
120 |
20,0 |
|
M1800 |
1800 (180000) |
400 - 1000 |
260 |
24,0 |
110 |
370 |
- |
60,0 |
85,0 |
118,0 |
236 |
276 |
150 |
22,0 |
|
МС28 |
28 (2800) |
63 - 160 |
42 |
4,5 |
17 |
- |
8,3 |
13,0 |
17,5 |
22,5 |
36 |
45 |
26 |
3,0 |
|
МС56 |
56 (5600) |
80 - 250 |
48 |
5,0 |
23 |
- |
10,3 |
15,5 |
21,0 |
27,0 |
50 |
65 |
36 |
4,0 |
|
МС112 |
112 (11200) |
100 - 315 |
67 |
7,0 |
31 |
- |
14,3 |
22,0 |
29,0 |
38,0 |
70 |
90 |
51 |
6,0 |
|
МС224 |
224 (22400) |
160 - 500 |
90 |
10,0 |
42 |
- |
20,3 |
31,0 |
41,0 |
53,0 |
100 |
125 |
72 |
8,0 |
* Шаг цепи выбирают из ряда: 40, 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000 мм.
** Применение шагов, отмеченных **, для катковых цепей не допускается.
Таблица 2
1.6. Масса цепей без присоединительных элементов приведена в табл. 2.
|
Номер цепи |
Масса 1 м цепи, кг, не более, для шага цепи t, мм |
|||||||||||||||
|
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
800 |
1000 |
||
|
1 |
М20 |
1,26 |
1,14 |
1,05 |
0,96 |
0,93 |
0,88 |
0,85 |
- |
- |
- |
- |
- |
- |
- |
- |
|
М28 |
- |
1,58 |
1,45 |
1,34 |
1,26 |
1,20 |
1,15 |
1,10 |
- |
- |
- |
- |
- |
- |
- |
|
|
М40 |
- |
- |
2,10 |
2,05 |
1,90 |
1,76 |
1,70 |
1,65 |
1,58 |
- |
- |
- |
- |
- |
- |
|
|
М56 |
- |
- |
3,34 |
3,06 |
2,82 |
2,62 |
2,46 |
2,38 |
2,30 |
- |
- |
- |
- |
- |
- |
|
|
М80 |
- |
- |
- |
4,80 |
4,40 |
3,95 |
3,80 |
3,66 |
3,47 |
3,30 |
- |
- |
- |
- |
- |
|
|
М112 |
- |
- |
- |
7,26 |
6,00 |
5,80 |
5,30 |
5,05 |
4,80 |
4,55 |
4,40 |
- |
- |
- |
- |
|
|
М160 |
- |
- |
- |
- |
9,15 |
8,20 |
7,75 |
7,05 |
6,64 |
6,28 |
5,95 |
5,75 |
- |
- |
- |
|
|
М224 |
- |
- |
- |
- |
- |
12,70 |
11,40 |
10,70 |
9,80 |
9,28 |
8,76 |
8,45 |
8,00 |
- |
- |
|
|
М315 |
- |
- |
- |
- |
- |
- |
15,90 |
15,60 |
13,60 |
12,60 |
12,00 |
11,47 |
10,89 |
- |
- |
|
|
М450 |
- |
- |
- |
- |
- |
- |
- |
21,60 |
20,00 |
18,60 |
17,20 |
16,80 |
15,78 |
15,30 |
- |
|
|
М630 |
- |
- |
- |
- |
- |
- |
- |
- |
29,50 |
27,60 |
25,80 |
24,60 |
23,00 |
22,20 |
21,50 |
|
|
М900 |
- |
- |
- |
- |
- |
- |
- |
- |
44,50 |
41,60 |
37,65 |
35,35 |
33,65 |
32,00 |
30,75 |
|
|
М1250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
61,20 |
57,10 |
52,90 |
50,60 |
48,00 |
46,00 |
|
|
M1800 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
74,20 |
78,40 |
73,10 |
68,50 |
66,10 |
|
|
МС28 |
- |
- |
2,26 |
2,05 |
1,88 |
1,74 |
1,62 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
МС56 |
- |
- |
- |
4,19 |
3,80 |
3,49 |
3,22 |
3,04 |
2,88 |
- |
- |
- |
- |
- |
- |
|
|
МС112 |
- |
- |
- |
- |
9,09 |
8,22 |
7,44 |
6,89 |
6,46 |
6,10 |
- |
- |
- |
- |
- |
|
|
МС224 |
- |
- |
- |
- |
- |
- |
16,92 |
15,43 |
14,22 |
13,23 |
12,42 |
11,81 |
- |
- |
- |
|
|
2 |
М20 |
1,42 |
1,27 |
1,16 |
1,04 |
1,00 |
0,93 |
0,80 |
- |
- |
- |
- |
- |
- |
- |
- |
|
М28 |
- |
1,84 |
1,64 |
1,50 |
1,40 |
1,30 |
1,22 |
1,16 |
- |
- |
- |
- |
- |
- |
- |
|
|
М40 |
- |
- |
2,38 |
2,28 |
2,10 |
2,00 |
1,82 |
1,75 |
1,70 |
- |
- |
- |
- |
- |
- |
|
|
М56 |
- |
- |
3,23 |
3,45 |
3,15 |
2,85 |
2,65 |
2,55 |
3,37 |
- |
- |
- |
- |
- |
- |
|
|
М80 |
- |
- |
- |
5,40 |
4,90 |
4,35 |
4,10 |
3,90 |
3,67 |
3,46 |
- |
- |
- |
- |
- |
|
|
М112 |
- |
- |
- |
8,40 |
6,40 |
6,10 |
5,90 |
5,46 |
5,15 |
4,80 |
4,65 |
- |
- |
- |
- |
|
|
М160 |
- |
- |
- |
- |
10,60 |
9,35 |
8,70 |
7,80 |
7,25 |
6,75 |
6,30 |
6,05 |
- |
- |
- |
|
|
М224 |
- |
- |
- |
- |
- |
14,30 |
12,70 |
11,70 |
10,60 |
9,95 |
9,27 |
8,86 |
8,20 |
- |
- |
|
|
М315 |
- |
- |
- |
- |
- |
- |
18,10 |
16,40 |
15,00 |
13,70 |
12,90 |
12,17 |
11,53 |
- |
- |
|
|
М450 |
- |
- |
- |
- |
- |
- |
- |
24,80 |
22,40 |
20,60 |
18,70 |
18,00 |
16,77 |
15,98 |
- |
|
|
М630 |
- |
- |
- |
- |
- |
- |
- |
- |
33,30 |
30,65 |
28,20 |
26,40 |
24,60 |
23,40 |
22,50 |
|
|
М900 |
- |
- |
- |
- |
- |
- |
- |
- |
51,30 |
46,90 |
41,90 |
38,75 |
36,40 |
34,00 |
32,50 |
|
|
M1250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
69,90 |
64,00 |
58,40 |
55,00 |
54,40 |
48,60 |
|
|
M1800 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
88,40 |
86,20 |
81,00 |
74,70 |
71,10 |
|
|
МС28 |
- |
- |
2,56 |
2,29 |
2,07 |
1,89 |
1,74 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
МС56 |
- |
- |
- |
4,65 |
4,18 |
3,79 |
3,45 |
3,23 |
3,03 |
- |
- |
- |
- |
- |
- |
|
|
MC112 |
- |
- |
- |
- |
10,20 |
9,11 |
8,13 |
7,45 |
6,90 |
6,45 |
- |
- |
- |
- |
- |
|
|
МС224 |
- |
- |
- |
- |
- |
- |
18,70 |
16,85 |
15,36 |
14,13 |
13,13 |
12,38 |
- |
- |
- |
|
|
3 |
М20 |
- |
1,80 |
1,58 |
1,37 |
1,26 |
1,15 |
1,05 |
- |
- |
- |
- |
- |
- |
- |
- |
|
М28 |
- |
- |
2,44 |
2,22 |
1,89 |
1,70 |
1,55 |
1,40 |
- |
- |
- |
- |
- |
- |
- |
|
|
М40 |
- |
- |
3,47 |
3,14 |
2,78 |
2,47 |
2,25 |
2,05 |
1,95 |
- |
- |
- |
- |
- |
- |
|
|
М56 |
- |
- |
- |
4,90 |
4,30 |
3,80 |
3,38 |
3,15 |
2,85 |
- |
- |
- |
- |
- |
- |
|
|
М80 |
- |
- |
- |
8,05 |
7,00 |
6,05 |
5,38 |
4,96 |
4,50 |
4,10 |
- |
- |
- |
- |
- |
|
|
М112 |
- |
- |
- |
- |
10,00 |
9,32 |
8,12 |
7,24 |
6,58 |
5,95 |
5,50 |
- |
- |
- |
- |
|
|
М160 |
- |
- |
- |
- |
- |
13,65 |
12,00 |
10,48 |
9,38 |
8,45 |
7,65 |
7,12 |
- |
- |
- |
|
|
М224 |
- |
- |
- |
- |
- |
- |
18,80 |
16,60 |
14,50 |
13,00 |
11,70 |
10,62 |
9,82 |
- |
- |
|
|
М315 |
- |
- |
- |
- |
- |
- |
- |
23,78 |
20,90 |
18,40 |
16,56 |
15,12 |
13,88 |
- |
- |
|
|
М450 |
- |
- |
- |
- |
- |
- |
- |
37,15 |
32,35 |
28,45 |
24,90 |
22,98 |
20,77 |
19,18 |
- |
|
|
М630 |
- |
- |
- |
- |
- |
- |
- |
- |
49,20 |
43,20 |
38,10 |
34,40 |
29,90 |
28,40 |
26,40 |
|
|
М900 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
67,90 |
59,35 |
52,15 |
47,50 |
42,80 |
39,50 |
|
|
М1250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
91,35 |
80,30 |
72,45 |
65,10 |
59,60 |
|
|
M1800 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
132,00 |
124,80 |
110 |
97,50 |
89,30 |
|
|
МС28 |
- |
- |
3,99 |
3,41 |
2,97 |
2,61 |
2,30 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
МС56 |
- |
- |
- |
7,99 |
6,84 |
5,92 |
5,12 |
4,56 |
4,09 |
- |
- |
- |
- |
- |
- |
|
|
MC112 |
- |
- |
- |
- |
17,35 |
14,83 |
12,61 |
11,02 |
9,76 |
8,72 |
- |
- |
- |
- |
- |
|
|
МС224 |
- |
- |
- |
- |
- |
- |
31,39 |
27,00 |
23,48 |
20,57 |
18,20 |
16,44 |
- |
- |
- |
|
|
4 |
М20 |
- |
2,04 |
1,80 |
1,52 |
1,38 |
1,25 |
1,12 |
- |
- |
- |
- |
- |
- |
- |
- |
|
М28 |
- |
- |
2,45 |
2,35 |
2,05 |
1,85 |
1,65 |
1,50 |
- |
- |
- |
- |
- |
- |
- |
|
|
М40 |
- |
- |
3,80 |
3,40 |
3,00 |
2,60 |
2,38 |
2,18 |
2,15 |
- |
- |
- |
- |
- |
- |
|
|
М56 |
- |
- |
- |
5,38 |
4,68 |
4,10 |
3,60 |
3,30 |
3,10 |
- |
- |
- |
- |
- |
- |
|
|
М80 |
- |
- |
- |
8,80 |
7,00 |
6,50 |
5,78 |
5,26 |
4,75 |
4,38 |
- |
- |
- |
- |
- |
|
|
М112 |
- |
- |
- |
- |
10,80 |
10,00 |
8,00 |
7,55 |
6,88 |
6,17 |
5,70 |
- |
- |
- |
- |
|
|
М160 |
- |
- |
- |
- |
- |
13,80 |
12,10 |
10,60 |
9,45 |
8,50 |
7,70 |
7,15 |
- |
- |
- |
|
|
М224 |
- |
- |
- |
- |
- |
- |
19,60 |
17,10 |
15,00 |
13,40 |
12,00 |
11,05 |
10,75 |
- |
- |
|
|
М315 |
- |
- |
- |
- |
- |
- |
- |
25,70 |
22,50 |
19,70 |
17,60 |
16,00 |
14,50 |
- |
- |
|
|
М450 |
- |
- |
- |
- |
- |
- |
- |
40,40 |
34,00 |
30,50 |
26,60 |
24,30 |
21,70 |
20,00 |
- |
|
|
М630 |
- |
- |
- |
- |
- |
- |
- |
- |
53,30 |
46,50 |
40,60 |
36,40 |
32,50 |
29,60 |
27,45 |
|
|
М900 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
74,20 |
63,40 |
56,00 |
50,00 |
44,80 |
41,00 |
|
|
M1250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
97,90 |
85,50 |
76,60 |
68,40 |
62,10 |
|
|
М1800 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
138,60 |
130,00 |
114,10 |
100,70 |
91,90 |
|
|
МС28 |
- |
- |
4,13 |
3,53 |
3,06 |
2,68 |
2,35 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
МС56 |
- |
- |
- |
8,32 |
7,11 |
6,13 |
5,29 |
4,69 |
4,20 |
- |
- |
- |
- |
- |
- |
|
|
МС112 |
- |
- |
- |
- |
18,07 |
15,40 |
13,05 |
11,38 |
10,05 |
8,95 |
- |
- |
- |
- |
- |
|
|
МС224 |
- |
- |
- |
- |
- |
- |
32,66 |
28,03 |
24,29 |
21,21 |
18,71 |
16,85 |
- |
- |
- |
|
2. ТИПЫ, ИСПОЛНЕНИЯ И ОСНОВНЫЕ РАЗМЕРЫ ПРИСОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ
2.1. Для тяговых пластинчатых цепей устанавливают следующие типы присоединительных элементов:
1.1 - специальные пластины с одним отверстием в полке;
1.2 - специальные пластины с двумя отверстиями в полке;
1.3 - специальные пластины с тремя отверстиями в полке;
2.1 - специальные пластины без полки с одним отверстием;
2.2 - специальные пластины без полки с двумя отверстиями;
2.3 - специальные пластины без полки с тремя отверстиями;
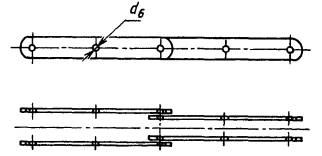
3 - удлиненные валики.
Примечание. В цепях неразборной конструкции исполнения 1 с присоединительными элементами типа 3 допускается их установка на звеньях разборной конструкции.
2.2. Устанавливаются четыре исполнения специальных пластин по межцентровому расстоянию отверстий:
0 - отсутствует (одно отверстие);
1 - наименьшее;
2 - среднее;
3 - наибольшее.
2.3. Для присоединительных элементов устанавливается следующее их расположение в цепи:
1 - одностороннее;
2 - двухстороннее.
2.4. Основные размеры присоединительных элементов должны соответствовать черт. 5 - 7 и табл. 3.
Тип 1.1
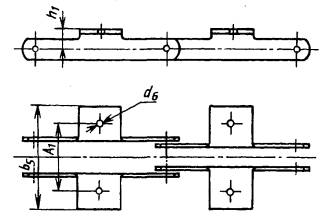
Тип 1.2
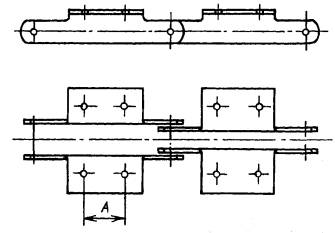
Тип 1.3
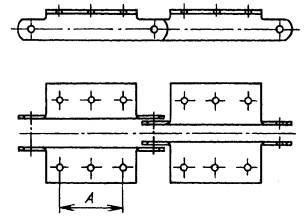
Тип 2.1
Тип 2.2
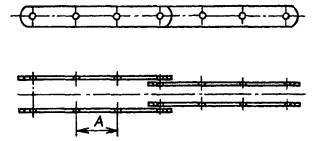
Тип 2.3
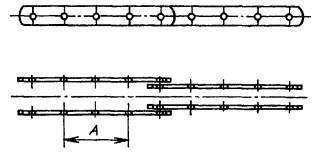
Черт. 6
Тип 3
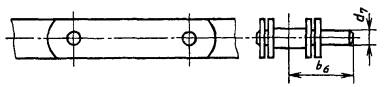
Таблица 3
|
d6 |
d7 |
h1 |
A1 |
b5, не более |
b6 |
Типы |
||||||
|
1.2 и 2.2 |
1.2 и 2.2 |
1.3 и 2.3 |
||||||||||
|
Исполнения |
||||||||||||
|
1 |
2 |
3 |
||||||||||
|
t* |
А |
t* |
А |
t* |
А |
|||||||
|
М20 |
6,6 |
7 |
16 |
54 |
84 |
30 |
63 |
20 |
80 |
35 |
100 |
50 |
|
М28 |
9,0 |
8 |
20 |
64 |
100 |
34 |
80 |
25 |
100 |
40 |
125 |
65 |
|
М40 |
9,0 |
10 |
25 |
70 |
112 |
40 |
80 |
20 |
100 |
40 |
125 |
65 |
|
М56 |
11,0 |
12 |
30 |
88 |
140 |
49 |
100 |
25 |
125 |
50 |
160 |
85 |
|
М80 |
11,0 |
15 |
35 |
96 |
160 |
57 |
125 |
50 |
160 |
85 |
200 |
125 |
|
М112 |
14,0 |
18 |
40 |
110 |
184 |
67 |
125 |
35 |
160 |
65 |
200 |
100 |
|
М160 |
14,0 |
22 |
45 |
124 |
200 |
79 |
160 |
50 |
250 |
85 |
250 |
145 |
|
М224 |
18,0 |
25 |
55 |
140 |
228 |
94 |
200 |
65 |
250 |
125 |
315 |
190 |
|
М315 |
18,0 |
30 |
65 |
160 |
250 |
111 |
200 |
50 |
250 |
100 |
315 |
155 |
|
М450 |
18,0 |
35 |
75 |
180 |
280 |
129 |
250 |
85 |
315 |
155 |
400 |
240 |
|
М630 |
24,0 |
- |
90 |
230 |
380 |
- |
315 |
100 |
400 |
190 |
500 |
300 |
|
М900 |
30,0 |
- |
110 |
280 |
480 |
- |
315 |
65 |
400 |
155 |
500 |
240 |
* Минимальный шаг t цепи при расстоянии А между отверстиями.
Примечание. Чертежи приведены для указания основных размеров и не предопределяют конструкцию присоединительных элементов.
Допускается изготавливать специальные пластины с отверстиями некруглой формы.
(Измененная редакция, Изм. № 1).
2.5. Чередование присоединительных элементов устанавливается при заказе.
2.6. Допускается изготовление цепей со специальными пластинами и удлиненными валиками иных типов, исполнений и размеров.
Пример условного обозначения тяговой пластинчатой цепи М с разрушающей нагрузкой 112 кН (11200 кгс) типа 2 с шагом 100 мм исполнения 1:
Цепь M112-2-100-1 ГОСТ 588-81
То же, с шагом 200 мм с присоединительными элементами типа 1.3 исполнения 3 с односторонним их расположением (1) и чередованием через 3 шага:
Цепь M112-2-200-1-1.3-3-1-3 ГОСТ 588-81
То же, с шагом 100 с присоединительными элементами типа 1.1 исполнения 0, с односторонним их расположением (1) и чередованием через 3 шага:
Цепь M112-2-100-1-1.1-0-1-3 ГОСТ 588-81
То же, с присоединительными элементами типа 3 с односторонним их расположением и чередованием через 3 шага:
Цепь М112-2-100-1-3-1-3 ГОСТ 588-81
То же, с присоединительными элементами типа 1.2 (с размерами h1 = 31,5 и d6 = 9), исполнения 1 (с размером A = 30), с односторонним их расположением (1) (с полурасстоянием A1/2, для наружных специальных пластин равным 50 и для внутренних равным 45) и чередованием через 3 шага:
Цепь M112-2-100-1-1 (h1 = 31,5) · 2 (d6 = 9) - 1 (A = 30) - 1 (A1 / 2 = 50 / 45) - 3 ГОСТ 588-81
То же, с присоединительными элементами типа 2.1 (с прямоугольными отверстиями размером 9×31), исполнения 0, с двухсторонним их расположением (2) и чередованием через 2 шага:
Цепь М112-2-100-1-2 · 1 (9 × 31)-0-2-2 ГОСТ 588-81
То же, с присоединительными элементами типа 3 (с размером d7 = 15), с односторонним их расположением (с размером b6 = 72) и чередованием через 4 шага:
Цепь М112-2-100-1-3 (d7 = 15) - 1 (b6 = 72) - 4 ГОСТ 588-81
Примечание. Для тяговых пластинчатых цепей со специальными пластинами, имеющими иную от установленной на черт. 5 и 6 форму отверстий и присоединительные элементы с размерами, отличающимися от указанных в табл. 3, после соответствующего условного обозначения типа, исполнения и расположения присоединительных элементов в скобках следует указывать обозначение размера и фактическое его значение.
(Измененная редакция, Изм. № 1).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Цепи должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
Цепи должны изготавливаться отрезками. Длина отрезка устанавливается по заказу потребителя.
3.2. Выбор марок сталей для деталей цепей должен обеспечивать разрушающие нагрузки не менее указанных в табл. 1.
3.3. Твердость деталей цепей на поверхности должна соответствовать указанной в табл. 5. Твердость пластин регламентируется только для их концов на длине не менее ширины пластины.
Таблица 5
|
Твердость, HRC |
||
|
Цементированная |
Нецементированная |
|
|
Пластина |
- |
30,2 ... 31,0 |
|
Валик |
53,8 ... 62,1 |
31,0 ... 50,2 |
|
Втулка |
50,2 ... 58,0 |
- |
|
Ролик |
50,2 ... 58,0 |
50,2 ... 58,0 |
|
Каток |
50,2 ... 58,0 |
32,2 ... 39,9 |
При применении для изготовителя валиков легированных сталей без цементации допускается увеличение твердости до 50,2 ... 58,0HRC.
Допускается изготовление катков из чугуна с твердостью поверхности не менее 35,3HRC.
Общая толщина диффузионного слоя после химико-термической обработки деталей должна составлять 10 - 25 % толщины стенки втулки и ролика и не менее 4 % диаметра валика (эффективная толщина и переходная зона).
(Введен дополнительно, Изм. № 1).
3.4. Детали цепей не должны иметь окалин, трещин, заусенцев, вмятин, рисок, коррозии. Заделка трещин и раковин не допускается.
3.5. Собранная цепь должна иметь легкую (без заедания) подвижность в шарнирных соединениях.
3.6. Суммарный боковой зазор между наружными и внутренними пластинами собранных цепей не должен быть более указанного в табл. 6.
Таблица 6
|
Суммарный зазор, мм, не более |
Номер цепи |
Суммарный зазор, мм, не более |
|
|
М 20; М 28; МС 28 |
1,5 |
М 160; М 224; МС 224 |
5,0 |
|
М 40; М 56; МС 56 |
2,5 |
М 315; М 450 |
6,0 |
|
М 80; М 112; МС 112 |
4,0 |
М 630; М 900 |
7,0 |
|
|
|
М 1250; М 1800 |
8,0 |
3.7. Крутящие моменты при испытании на проворачивание валика (без лысок) и втулки (без лысок) в одной пластине и усилие выпрессовки одной втулки из пластины не должны быть ниже значений, указанных в табл. 7.
Таблица 7
|
Крутящий момент, кгс·м |
Усилие выпрессовки втулки кН (кгс) |
||
|
Валик |
Втулка |
||
|
М 20 |
0,6 |
0,45 |
1,3 (130) |
|
М 28; МС 28 |
1,1 |
0,8 |
2,0 (200) |
|
М 40 |
1,7 |
1,3 |
2,7 (270) |
|
М 56; МС 56 |
2,9 |
2,2 |
3,7 (370) |
|
М 80 |
4,0 |
3,0 |
5,3 (530) |
|
М 112; МС 112 |
4,3 |
3,2 |
8,0 (800) |
|
М 160 |
6,4 |
4,8 |
12,0 (1200) |
|
М 224; МС 224 |
9,5 |
7,1 |
15,0 (1500) |
|
М 315 |
14,3 |
10,7 |
22,0 (2200) |
|
М 450 |
22,0 |
16,5 |
32,0 (3200) |
|
М 630 |
33,0 |
24,8 |
44,0 (4400) |
|
М 900 |
50,0 |
37,5 |
62,0 (6200) |
|
М 1250 |
75,0 |
56,3 |
68,0 (6800) |
|
М 1800 |
110,0 |
82,5 |
116,0 (11600) |
3.8. Предельное отклонение длины измеряемого отрезка цепи от номинального значения должно быть только положительным и не превышать величины, указанной в табл. 8.
Таблица 8
|
Число звеньев в измеряемом отрезке |
Предельное отклонение длины отрезка от номинала, % |
|
|
40 ... 63 |
15 |
0,3 |
|
80 ... 125 |
10 |
0,28 |
|
160 ... 250 |
8 |
0,24 |
|
315 ... 400 |
5 |
0,2 |
|
500 ... 630 |
4 |
0,18 |
|
800 ... 1000 |
3 |
0,16 |
3.9. Показатели надежности цепного контура единичной длины (10 звеньев) приведены в табл. 9.
Таблица 9
|
Средняя наработка до отказа, ч |
Установленная безотказная наработка, ч |
|
|
М20 |
560 |
350 |
|
М28; МС28 |
540 |
330 |
|
М40; М56; МС56; М80 |
520 |
320 |
|
М112; МС112 |
540 |
330 |
|
М160 |
530 |
330 |
|
М224; МС224 |
510 |
320 |
|
М315; М450; М630; М900 |
500 |
310 |
|
M1250 |
490 |
300 |
|
Ml800 |
480 |
300 |
Критерием отказа является увеличение длины измеряемого отрезка цепи с числом звеньев, указанным в табл. 8, более 3 %.
Примечание. Для цепного контура, состоящего из п звеньев, показатели надежности увеличиваются в 0,1п раз.
(Введен дополнительно, Изм. № 1).
4. ПРИЕМКА
4.1. Для проверки соответствия цепей требованиям настоящего стандарта изготовитель должен проводить приемосдаточные и периодические испытания.
4.2. Приемосдаточным испытаниям подвергают каждую партию цепей на соответствие требованиям пп. 1.5, 3.3 - 3.8.
4.3. Партия должна состоять не более чем из 500 цепей одного типоразмера. Для проведения испытаний от каждой партии цепей должно быть отобрано следующее минимальное число образцов:
- на соответствие п. 1.5 (разрушающая нагрузка) - один образец длиной не менее трех звеньев;
- на соответствие п. 3.3 - 10 образцов каждого наименования деталей;
- на соответствие п. 3.4 - вся партия;
- на соответствие п. 3.5 - 5 цепей (по 4 шарнира);
- на соответствие п. 3.6 - 5 цепей (по 20 шарниров);
- на соответствие п. 3.7 - 1 цепь (у шарниров);
- на соответствие п. 3.8 - 1 цепь (10 замеров).
4.4. Периодические испытания проводят один раз в два года в объеме требований настоящего стандарта.
4.5. По требованию потребителя изготовитель должен представить протоколы приемосдаточных и периодических испытаний по ГОСТ 15.001-88*.
* На территории Российской Федерации действует ГОСТ Р 15.201-2000.
4.6. Если в процессе приемосдаточных и периодических испытаний хотя бы один из параметров цепей не будет соответствовать требованиям настоящего стандарта, проводят повторное испытание удвоенного числа образцов цепей. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
4.7. Показатели надежности цепей контролируют по результатам эксплуатации по РД 50-204-87.
(Введен дополнительно, Изм. № 1).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Твердость и общую толщину диффузионного слоя контролируют в процессе изготовления деталей.
5.2. Внешний осмотр проводят невооруженным глазом.
5.3. Проверку подвижности шарнирных соединений на соответствие требованиям п. 3.5 проводят поворотом от руки звеньев, роликов и катков. При этом цепи должны лежать на горизонтальной плоскости.
5.4. Проверка суммарного бокового зазора между пластинами должна осуществляться в цепи, лежащей на горизонтальной плоскости, универсальным измерительным инструментом или специальным калибром. Величина зазора должна соответствовать требованиям п. 3.6.
5.5. Проверку прочности соединения валиков и втулок с пластинами проводят на универсальных приспособлениях или специальных машинах. Крутящий момент и усилие выпрессовки должны соответствовать требованиям п. 3.7.
5.6. Длину отрезка цепи измеряют при нагрузке, равной 2 % разрушающей нагрузки согласно п. 1.5 табл. 1, при этом цепь должна лежать на горизонтальной плоскости. Длину отрезка измеряют штангенциркулем с погрешностью измерения в соответствии с ГОСТ 8.051-81. Испытание на разрыв проводят на универсальных разрывных машинах. Объемы проверок установлены в п. 4.3.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка товарного знака или условного обозначения изготовителя должна быть нанесена клеймением не менее чем на 5 % наружных пластин с внешней стороны. Размеры и место нанесения клейма устанавливаются рабочими чертежами.
6.2. Консервация готовых цепей по ГОСТ 9.014-78 должна обеспечивать стойкость против коррозии не менее 6 мес. со дня консервации.
6.3. Цепи должны транспортироваться железнодорожным, водным и автотранспортом. При транспортировании цепи должны быть упакованы в дощатые ящики по ГОСТ 10198-91 и ГОСТ 2991-85, выложенные внутри упаковочной бумагой (битумированной или дягтевой по ГОСТ 515-77) или другим водонепроницаемым материалом.
Допускается, по согласованию с заказчиком, транспортирование цепей автотранспортом и в крытых вагонах без упаковки при условии предохранения их от коррозии, абразивного загрязнения и механических повреждений.
6.4. Каждая партия одного типоразмера должна сопровождаться документом, содержащим:
- товарный знак или условное обозначение изготовителя;
- обозначение цепи по настоящему стандарту;
- номер партии (согласно п. 4.3);
- клеймо ОТК.
6.5. Цепи должны храниться под навесом или в закрытом помещении в условиях, исключающих их механические повреждение и коррозию.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель должен гарантировать соответствие цепей требованиям настоящего стандарта при условии соблюдения правил транспортирования, хранения и эксплуатации.
7.2. Гарантийный срок эксплуатации - 12 мес. со дня ввода цепей в эксплуатацию.
СОДЕРЖАНИЕ
|
1. Типы, исполнения, основные параметры и размеры цепей. 1 2. Типы, исполнения и основные размеры присоединительных элементов. 7 |